ChemTech is a leading chemical manufacturing company of Pakistan providing products to various industries, including textiles, construction, paints, coating & adhesives.
Chemtech International has one of the most advanced PLC Based Chemical manufacturing facility in Pakistan. The production plants have diverse capabilities for making a full spectrum of products for different industrial applications.
With one of the most advanced production facilities in Pakistan, our products are tailor made to suite the application needs of the industry while conforming to the highest quality standards.
A virtual tour of our head office and production facilities
A virtual tour of our head office and production facilities

The production plant is situated at M3 Motorway Industrial City at Sahianwala which is a peaceful suburb of Faisalabad. Owing to the major contribution it makes to the textile industry of Pakistan, the city is also nicknamed as The Manchester of Pakistan”.

The factory covers an area of 10 acres and it comprises of an Office block, Laboratories, Water treatment facilities & other utility areas in addition to the 5 production divisions and storage facilities.

A view of the meeting Room

Interior view of elegantly designed offices which house various departments including Sales & Marketing, Admin & HR, Technical Departments, Accounts & Audit etc.

A view of the reception area of our head office which is located adjacent to the production plant.

The head-office is located next to the production plant. It serves as a central command and control hub for our manufacturing, sales and distribution network in Pakistan and abroad.

A state of the art, PLC controlled manufacturing plant gives us the technical edge that sets ChemTech apart as a reliable and chemical manufacturing organization of Pakistan.

The production facility comprises of 5 production divisions and has a combined installed capacity of 3,600 metric tons per month which can be up scaled to about 2 times to cater to future production needs.

The production facility comprises of 5 production divisions and has a combined installed capacity of 3,600 metric tons per annum which can be up scaled to about 2 times to cater to future production needs.

The production vessels are controlled programmatically to ensure that necessary production parameters prevail for a reaction to take place each time a product is produced.

A central control room keeps log of process parameters and machinery efficiencies through integrated PLC systems.

Along with machinery and equipment, we give due importance to the safety and skill development or our workforce. An elaborate training and implementation program is in place to ensure best practices to be followed.

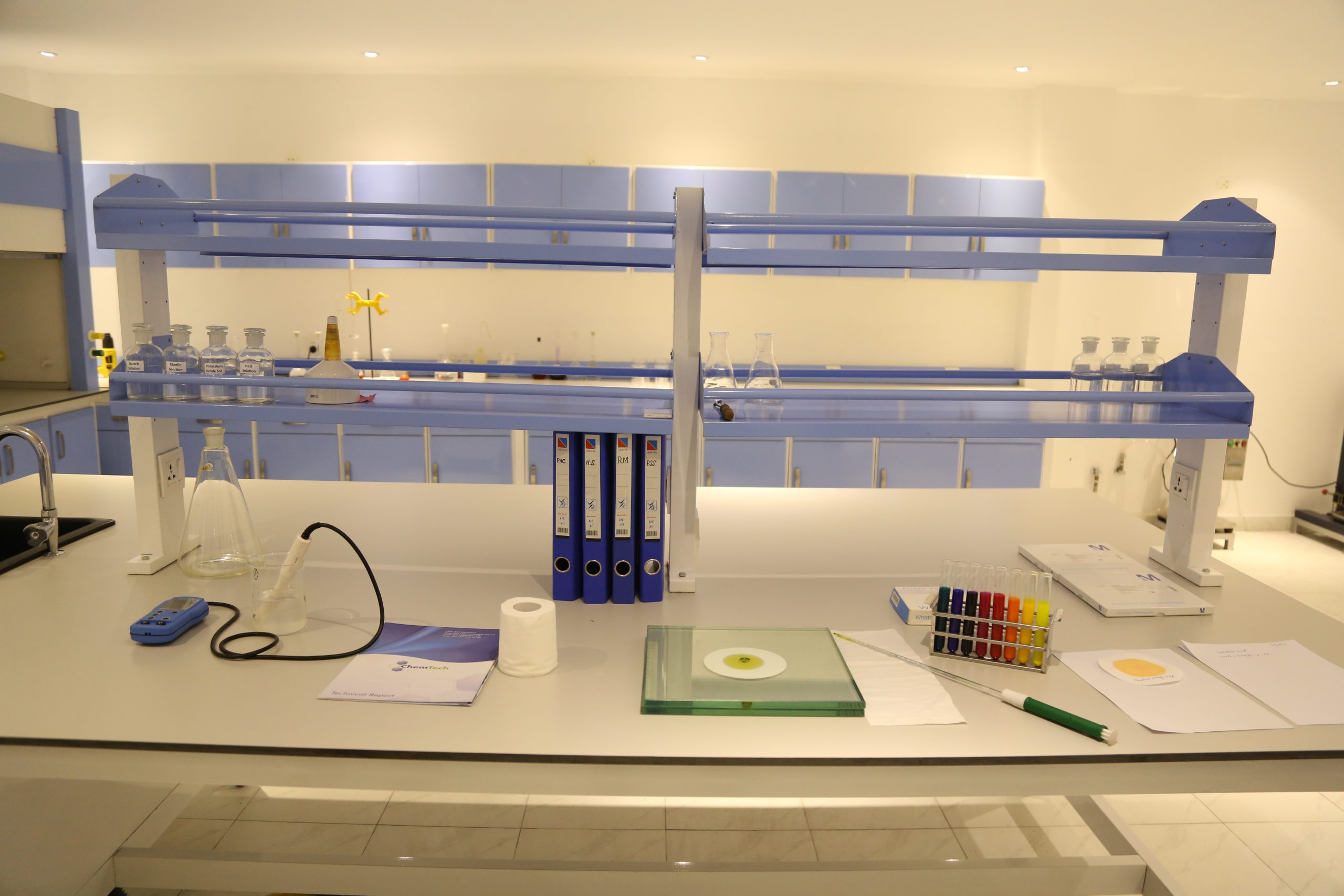
We have well equipped application laboratories in which we can perform all major application trials of products.

The laboratory serves three main areas which include:

Our labs are equipped to perform all major tests of chemicals with various methods of industrial acceptance.

With a keen eye on the upcoming trends in denim industry, we have set up a fashion development laboratory specially for denim articles.

With technology partnerships with world leading organizations like novozymes and prochimica, we specialize in providing innovative solutions to meet the changing needs of the market.

With a view to ensure the best quality and consistency of our products the Quality Control Labs for various segments of the business have been equipped to enforce stringent quality parameters.

With a view to ensure the best quality and consistency of our products the Quality Control Labs for various segments of the business have been equipped to enforce stringent quality parameters.

With a view to ensure the best quality and consistency of our products the Quality Control Labs for various segments of the business have been equipped to enforce stringent quality parameters.
Our Research and Development Labs are the creative power-house of our drive for excellence and innovation.

We have fully computerized inventory control system which enables us to maintain the optimum storage environment.

The inventory is maintained in real-time for best efficiency of logistical services. All parameters like the shelf life, safety regulations, and MSLs are maintained to ensure safety and consistency of operations.